Mga kategorya: Itinatampok na Mga Artikulo » Ang automation sa bahay
Bilang ng mga tanawin: 149188
Mga puna sa artikulo: 5
Ang prinsipyo ng operasyon at ang mga pangunahing kaalaman sa programming ng PLC
Mga Programmable Logic Controller (PLC)
 Bago ang pagdating ng solid-state logic circuit, ang pagbuo ng mga lohikal na control system ay batay sa mga electromekanikal na relay. Hanggang sa ngayon, ang mga relay ay hindi napapanahon sa kanilang patutunguhan, ngunit gayunpaman sa ilang mga nakaraang pag-andar sila ay pinalitan ng isang magsusupil.
Bago ang pagdating ng solid-state logic circuit, ang pagbuo ng mga lohikal na control system ay batay sa mga electromekanikal na relay. Hanggang sa ngayon, ang mga relay ay hindi napapanahon sa kanilang patutunguhan, ngunit gayunpaman sa ilang mga nakaraang pag-andar sila ay pinalitan ng isang magsusupil.
Sa modernong industriya mayroong isang malaking bilang ng mga iba't ibang mga system at proseso na nangangailangan ng automation, ngunit ngayon ang mga ganitong sistema ay bihirang dinisenyo mula sa mga relay. Ang mga modernong proseso ng produksiyon ay nangangailangan ng isang aparato na na-program upang maisagawa ang iba't ibang mga lohikal na pag-andar. Sa huling bahagi ng 1960, ang American company na Bedford Associates ay binuo ng isang aparato sa computer na tinatawag na MODICON (Modular Digital Controller). Nang maglaon, ang pangalan ng aparato ay naging pangalan ng yunit ng kumpanya na nagdisenyo, gumawa at nagbebenta nito.
Ang iba pang mga kumpanya ay bumuo ng kanilang sariling mga bersyon ng aparatong ito, at sa huli, ito ay kilala bilang PLC, o maaaring ma-programm na lohika magsusupil. Ang layunin ng isang maaaring ma-program na magsusupil na may kakayahang gayahin ang operasyon ng isang malaking bilang ng mga relay ay upang mapalitan ang mga electromekanikal na relay sa mga elemento ng logic.
Ang PLC ay may isang hanay ng mga terminal ng input kung saan maaari mong subaybayan ang katayuan ng mga sensor at switch. Mayroon ding mga output ng output na nagbibigay ng isang "mataas" o "mababang" signal sa mga tagapagpahiwatig ng kuryente, solenoid valves, contactor, maliit na motor, at iba pang mga aparato sa pagsubaybay sa sarili.
Ang mga PLC ay madaling i-program dahil ang kanilang programming language ay kahawig ng lohika ng isang relay. Kaya ang isang ordinaryong pang-industriya ng elektrisidad o isang de-koryenteng inhinyero, sanay na sa pagbabasa ng mga circuit circuit ng lohika, ay magiging komportable kapag nagprograma ng isang PLC upang maisagawa ang parehong mga pag-andar.
Ang koneksyon sa signal at standard na programming ay medyo naiiba para sa iba't ibang mga modelo ng PLC, ngunit magkapareho ang mga ito, na nagpapahintulot sa iyo na maglagay dito ng isang "pangkalahatang" pagpapakilala sa programa ng aparatong ito.
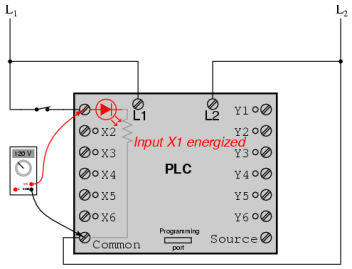
Ang sumusunod na paglalarawan ay nagpapakita ng isang simpleng PLC, o sa halip, kung paano ito maaaring tumingin sa harap. Dalawang mga terminal ng tornilyo para sa pagkonekta ng mga panloob na circuit ng PLC hanggang sa 120 VAC ay minarkahan L1 at L2.
Ang anim na mga terminal ng tornilyo na matatagpuan sa kaliwang bahagi ay nagbibigay ng koneksyon para sa mga aparatong input. Ang bawat terminal ay kumakatawan sa channel ng input nito (X). Ang koneksyon ng tornilyo ("pangkalahatang" koneksyon) na matatagpuan sa ibabang kaliwang sulok ay karaniwang konektado sa L2 (neutral) na kasalukuyang mapagkukunan na may boltahe na 120 V AC.

Sa loob ng pabahay ng PLC na nag-uugnay sa bawat terminal ng pag-input sa isang karaniwang terminal, mayroong isang aparato na isolator (LED) na nagbibigay ng isang electrically na "mataas" na signal para sa circuit ng computer (ang isang phototransistor ay nagsalin ng ilaw ng LED) kapag ang isang 120-volt alternating kasalukuyang ay naka-install sa pagitan ng kaukulang terminal ng input at karaniwang terminal. Ang LED sa harap ng PLC ay ginagawang posible upang maunawaan kung aling input ang nabubuhay:
Ang mga signal signal ay nabuo sa pamamagitan ng circuitry ng PLC computer, pag-activate ng isang aparato sa paglilipat (transistor, thyristor, o kahit isang electromekanikal na relay) at pagkonekta sa "Source" terminal (ibabang kanang sulok) sa anumang output na minarkahan ng letrang Y. Ang Source terminal ay karaniwang nauugnay sa L1. Tulad ng bawat input, ang bawat output na pinalakas ay minarkahan ng isang LED:
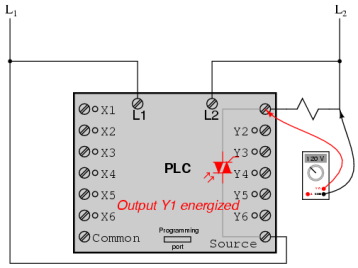
Kaya, ang PLC ay maaaring konektado sa anumang mga aparato, tulad ng mga switch at electromagnets.
Mga pangunahing kaalaman sa pag-programming ng PLC
Ang modernong logic ng control system ay naka-install sa PLC sa pamamagitan ng isang computer program.Tinutukoy ng program na ito kung aling mga output ang nabubuhay at sa ilalim ng kung anong mga kondisyon ng pag-input. Bagaman ang programa mismo ay kahawig ng isang relay logic circuit, walang mga contact contact o relay coils na tumatakbo sa loob ng PLC upang lumikha ng mga koneksyon sa pagitan ng input at output. Ang mga contact at coils na ito ay haka-haka. Ang programa ay nakasulat at tiningnan gamit ang isang personal na computer na konektado sa PLC programming port.
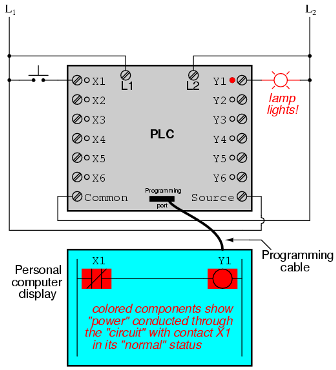
Isaalang-alang ang sumusunod na programa ng circuit at PLC:
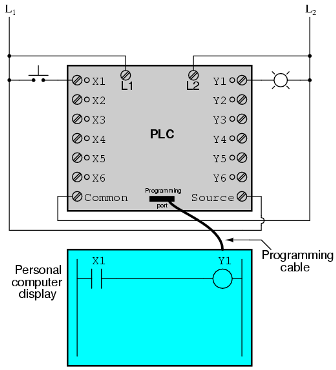
Kapag ang switch-button switch ay hindi aktibo (sa off off state), ang signal ay hindi ipinadala sa input X1. Alinsunod sa programa, na nagpapakita ng "bukas" na input X1, ang signal ay hindi maipapadala sa output Y1. Kaya, ang output Y1 ay mananatiling de-energized, at ang tagapagpahiwatig na konektado dito ay patayin.
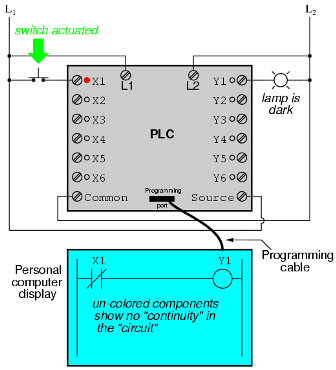
Kung ang pindutan ng pindutan ng push ay pinindot, ang signal ay maipapadala sa input X1. Ang lahat ng mga contact X1 sa programa ay magpapalagay ng isang aktibong estado, na kung sila ay mga relay contact na naaktibo sa pamamagitan ng pagbibigay ng boltahe sa isang relay coil na tinatawag na X1. Sa kasong ito, ang bukas na contact X1 ay "sarado" at magpadala ng isang senyas sa coil Y1. Kapag ang coil Y1 ay pinalakas, ang output Y1 ay magaan ang isang ilaw na bombilya na konektado dito.
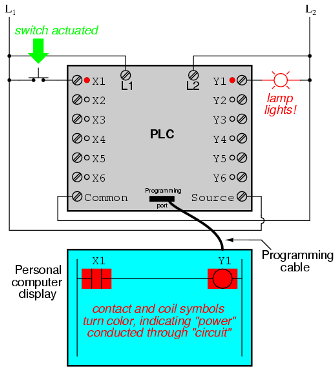
Dapat itong maunawaan na ang contact X1 at coil Y1 ay konektado gamit ang mga wire, at ang "signal" na lumilitaw sa monitor ng computer ay virtual. Hindi sila umiiral bilang tunay na mga de-koryenteng sangkap. Ang mga ito ay naroroon lamang sa isang programa ng computer - bahagi ng software - at kahawig lamang ng kung ano ang nangyayari sa relay circuit.
Ito ay pantay na mahalaga upang maunawaan na ang computer na ginamit upang isulat at i-edit ang programa ay hindi kinakailangan para sa karagdagang paggamit ng PLC. Matapos ang programa ay na-load sa maaaring ma-program na controller, ang computer ay maaaring i-off, at ang PLC ay malayang magsasagawa ng mga utos ng programa. Kasama namin ang isang personal na monitor ng computer sa ilustrasyon upang maunawaan mo ang koneksyon sa pagitan ng mga tunay na kondisyon (switch closure at mga katayuan ng lampara) at mga katayuan ng programa (mga signal sa pamamagitan ng virtual contact at virtual coil).
Ang totoong kapangyarihan at kagalingan sa PLC ay ipinahayag kapag nais naming baguhin ang pag-uugali ng control system. Dahil ang PLC ay isang maiprogramang aparato, maaari nating baguhin ang mga utos na itinakda namin nang hindi muling nai-configure ang mga sangkap na konektado dito. Ipagpalagay na nagpasya kaming ilipat ang function na "switch - light bombilya" sa ibang paraan sa paligid: pindutin ang pindutan upang patayin ang ilaw, at ilabas ito upang i-on ito.
Ang solusyon sa problemang ito sa totoong mga kondisyon ay ang switch, "bukas" sa ilalim ng normal na mga kondisyon, ay pinalitan ng isang "sarado". Ang solusyon ng software nito ay binabago ang programa upang ang contact X1 sa ilalim ng normal na mga kondisyon ay "sarado" at hindi "bukas".
Sa sumusunod na imahe makakakita ka na ng isang programa na nabago, na hindi aktibo ang switch:
At dito binisa ang switch:
Ang isa sa mga pakinabang ng pagpapatupad ng lohikal na kontrol sa software, kumpara sa kontrol sa paggamit ng hardware, ay ang mga signal signal ay maaaring magamit nang maraming beses kung kinakailangan. Halimbawa, isaalang-alang ang isang circuit at isang programa na idinisenyo upang i-on ang isang ilaw na bombilya kung hindi bababa sa dalawa sa tatlong switch ay naisaaktibo nang sabay.
Upang makabuo ng isang katulad na circuit gamit ang isang relay, tatlong relay na may dalawang bukas na contact ay kinakailangan sa ilalim ng normal na mga kondisyon, bawat isa ay dapat gamitin. Gayunpaman, gamit ang PLC, maaari kaming magprograma ng maraming mga pin para sa bawat input ng "X" hangga't nais namin nang walang pagdaragdag ng anumang karagdagang kagamitan (ang bawat input at output ay dapat sumakop ng higit sa 1 bit sa memorya ng PLC digital) at tawagan ang mga ito nang maraming beses hangga't kinakailangan .
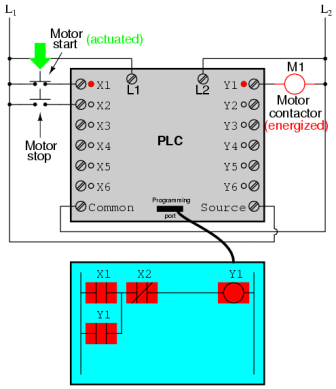
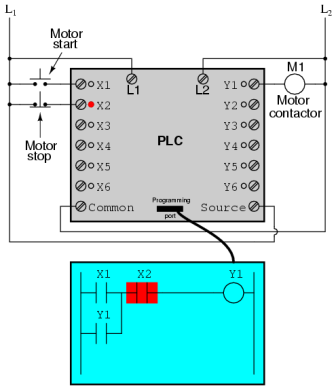
Bilang karagdagan, dahil ang bawat output ng PLC ay sumasakop ng hindi hihigit sa isang bit sa memorya nito, maaari kaming magdagdag ng mga contact sa programa, na nagdadala ng output ng Y sa isang hindi aktibo na estado. Halimbawa, kumuha ng isang diagram ng engine na may isang sistema upang makontrol ang pagsisimula ng paggalaw at ihinto:
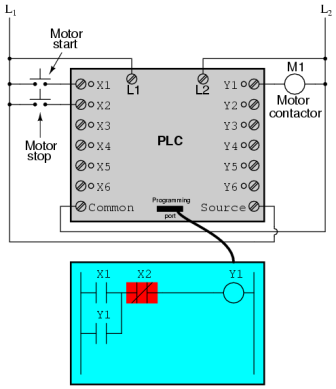
Ang switch na konektado sa input X1 ay nagsisilbing pindutan ng "Start", habang ang switch na konektado sa input X2 ay nagsisilbing pindutan ng "Stop". Ang isa pang contact, na nagngangalang Y1, tulad ng pag-print sa contact, ay nagbibigay-daan sa motor contactor na manatiling energized kahit na pinakawalan mo ang Start button. Sa kasong ito, maaari mong makita kung paano ang contact X2, "sarado" sa ilalim ng normal na mga kondisyon, ay lilitaw sa bloke ng kulay, sa gayon ipinapakita na ito ay nasa "sarado" ("electrically conductive") na estado.
Kung pinindot mo ang pindutan ng "Start", pagkatapos ang kasalukuyang ay dumadaloy sa pamamagitan ng "sarado" na contact X1 at magpapadala ito ng 120 VAC sa contactor ng motor. Ang magkatulad na contact na Y1 ay "malapit" din, sa gayon isinasara ang circuit:
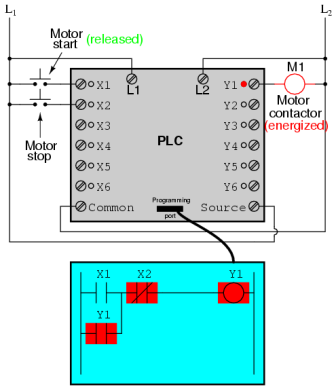
Kung pinindot natin ngayon ang pindutang "Start", makipag-ugnay sa X1 ay papasok sa "bukas" na estado, ngunit ang motor ay magpapatuloy na gumana, dahil ang saradong contact na Y1 ay panatilihin pa rin ang enilized na coil:
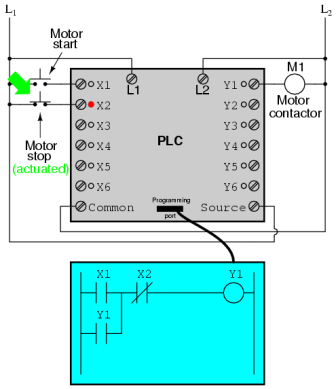
Upang ihinto ang makina, kailangan mong mabilis na pindutin ang pindutan ng "Stop", na mag-uulat ng boltahe sa input X1 at ang "bukas" na contact, na hahantong sa pagtatapos ng supply ng boltahe sa likid na Y1:
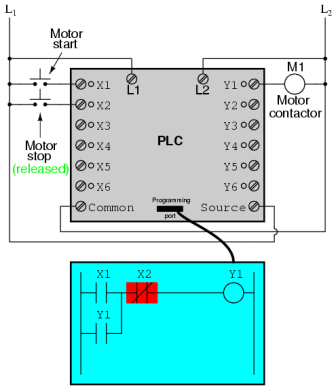
Kapag pinindot mo ang pindutan ng "Stop", ang input X1 ay naiwan nang walang boltahe, sa gayon ay bumalik ang contact X1 sa normal na "sarado" na estado. Sa ilalim ng walang kalagayan ay magsisimulang muli ang makina hanggang sa pindutin mo muli ang pindutan ng Start, dahil ang pag-print sa pin Y1 ay nawala:
Ang isang modelo na hindi mapagparaya sa pagkakamali ng mga aparato ng kontrol ng PLC ay napakahalaga, tulad ng kaso sa mga aparato ng kontrol ng electromekanikal na relay. Ito ay palaging kinakailangan upang isaalang-alang ang epekto ng isang maling "bukas" contact sa system. Kaya, halimbawa, sa aming kaso, kung ang pakikipag-ugnay sa X2 ay mali ang "binuksan", walang paraan upang matigil ang makina!
Ang solusyon sa problemang ito ay upang reprogram ang contact X2 sa loob ng PLC at talagang pindutin ang pindutan ng Stop:
Kapag ang pindutan ng "Stop" ay hindi pinindot, ang input ng PLC X2 ay pinalakas, i.e. ang contact X2 ay "sarado". Pinapayagan nito ang motor na magsimula ng operasyon kapag ang kasalukuyang naka-komunikasyon sa terminal X1, at upang magpatuloy sa operasyon kapag ang "Start" na button ay pinakawalan. Kapag pinindot mo ang pindutan ng "Stop", makipag-ugnay sa X2 ay pumapasok sa "bukas" na estado at ang engine ay huminto sa pagtatrabaho. Sa gayon, makikita mo na walang pagkakaiba sa pagganap sa pagitan nito at ng nakaraang modelo.
Gayunpaman, kung ang input terminal X2 ay mali nang "binuksan", ang input X2 ay maaaring ihinto sa pamamagitan ng pagpindot sa pindutan ng "Stop". Bilang isang resulta, ang makina ay agad na kumakalat. Ang modelong ito ay mas ligtas kaysa sa nauna, kung saan ang pagpindot sa pindutan ng "Stop" ay gagawing imposible na ihinto ang makina.
Bilang karagdagan sa mga input (X) at mga output (Y) sa PLC, posible na gumamit ng "panloob na mga contact at coil. Ginagamit ang mga ito sa parehong paraan tulad ng mga intermediate relay na ginamit sa karaniwang mga relay circuit.
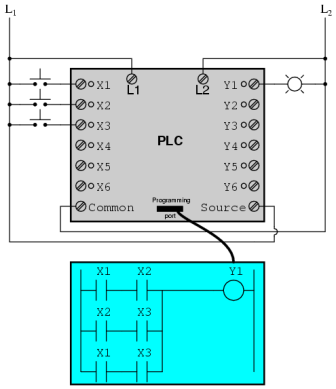
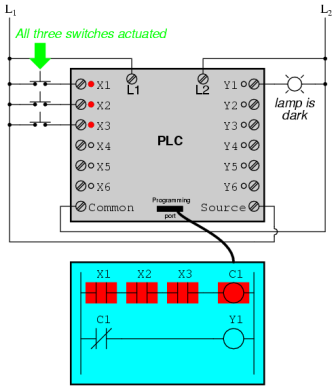
Upang maunawaan ang prinsipyo ng pagpapatakbo ng mga "panloob" na mga circuit at contact, isaalang-alang ang sumusunod na circuit at programa na binuo batay sa tatlong mga input ng AND lohikal na pag-andar:
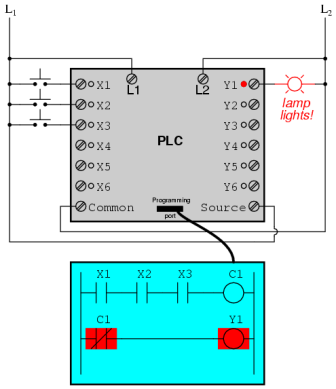
Sa circuit na ito, ang lampara ay hanggang hanggang ang isa sa mga pindutan ay pinindot. Upang patayin ang lampara, pindutin ang lahat ng tatlong mga pindutan:
Ang artikulong ito sa mga nakokontrol na lohika na nakokontrol ay naglalarawan lamang ng isang maliit na sample ng kanilang mga kakayahan. Bilang isang computer ng PLC, maaari itong magsagawa ng iba pang mga advanced na pag-andar na may mas higit na katumpakan at pagiging maaasahan kaysa sa kapag gumagamit ng mga aparato ng elektromekanikal na lohika. Karamihan sa mga PLC ay may higit sa anim na pag-input at output. Ang sumusunod na paglalarawan ay nagpapakita ng isa sa mga PLC ng Allen-Bradley:

Sa mga module, ang bawat isa ay mayroong 16 input at output, ang PLC na ito ay may kakayahang makontrol ang isang dosenang aparato.Nakalagay sa isang cabinet ng control ng PLC ay tumatagal ng kaunting puwang (para sa mga electromekanikal na relay na gumaganap ng parehong mga pag-andar, mas kinakailangan ang mas maraming libreng espasyo).

Ang isa sa mga bentahe ng PLC, na hindi maaaring madoble ng isang electronekanikal na relay, ay ang malayong pagsubaybay at kontrol sa pamamagitan ng digital network ng computer. Dahil ang isang PLC ay walang higit pa sa isang dalubhasang digital computer, madali itong "makipag-usap" sa iba pang mga computer. Ang sumusunod na larawan ay isang graphic na representasyon ng proseso ng pagpuno ng likido (pumping station para sa paggamot ng munisipalidad na basura) na kinokontrol ng isang PLC. Bukod dito, ang istasyon mismo ay matatagpuan ng ilang kilometro mula sa monitor ng computer.
Tingnan din sa electro-tl.tomathouse.com
: